
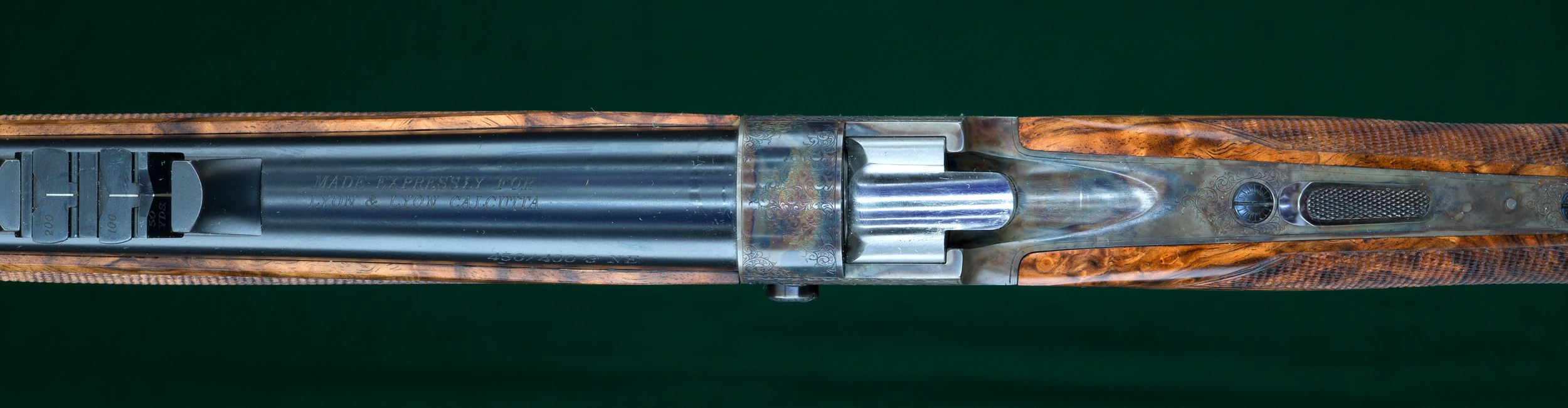
W J Jeffrey Farquharson Falling Block Rifle .450/400 3" Nitro Express












| 26" round Krieger 1:14 twist barrel with Jeffrey taper, detented-hooded full- |
| band front sight, custom platform-based swivel stud, 1 standing and 2 |
| folding platinum-lined island-mounted express sights regulated for 50, 100 |
| and 200 yards. Exhibition walnut stock by Al Lind with horn forend tip, |
| classic point-pattern checkering with mullered borders, steel trapdoor pistol |
| grip cap, escutcheon-mounted rear swivel stud, mercury recoil compensator |
| inside buttstock, and impala-leather-covered recoil pad. Original Jeffrey |
| No.1 Farquharson action trued and restored by Ed LaPour and Roger Ferrell with |
| several-newly made internal parts and converted from side safety to manual |
| top tang safety. Fine scroll engraved in original Jeffrey pattern by Bob |
| Evans on newly surface-ground receiver. Pull: 14 1/2". Weight: 9lbs, 13 |
| 1/2oz. Cast: Straight. Originally built ca 1903. Retailed by Lyon & Lyon, |
| Calcutta. Rebuilt in 2004. Retaining 99%+ barrel blue, 95% receiver |
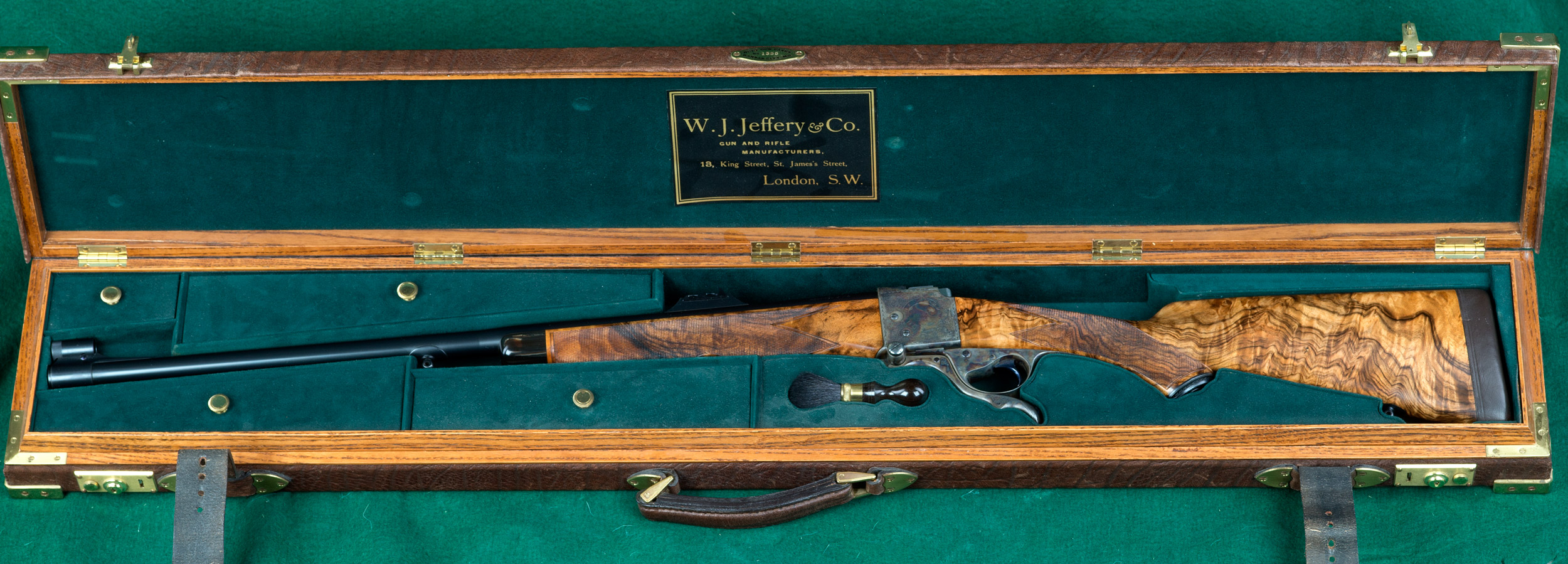
| casehardening colors and 90% small-parts fire-blue. Excellent bore. In Huey |
| full-length oak & leather trunk case. With extensive details pertaining to its |
| resurrection. $19,750. |
From the words of the gentleman who commissioned the project:
|
The history of what is often simply called the “Farquharson” rifle is somewhat confusing. Let me recommend to you the series of books written by Wal Winfer, British Single Shot Rifles. Volume two is dedicated to the original production by George Gibbs. Volume three covers the other makers (primarily Jefferys) after the design became public domain. A question as simple as “who made the actions?” is a topic for debate. These books are great reading and a gunmaker’s library is not complete without them. There are some things that gunmakers should be aware of about Farquharsons. First, they were made in a variety of action sizes; some for the latter nitro cartridges had reinforcement bolsters. Before you begin creating a custom Farquharson be sure that the action size is compatible with the cartridge. Gunmakers should also be aware that most Farquharsons have an extractor with two hooks or claws. One located at nine o’clock and the other at three o’clock. This is, of course, typical for rimmed and lower pressure cartridges. Late in production some makers did chamber the Farquharsons for rimless higher-pressure cartridges, when this was the case they almost always would use an extractor with a single claw located at nine o’clock. Speaking of the extractor, it pivots on a pin and the hole in the extractor for this pin is actually a slot, and functions something as an accelerator to eject the cartridge. Through its history custom makers have adopted this gun to a multitude of cartridges, sometimes perhaps without good sense. The action itself is perhaps strong enough, but the extractor, its cut in the barrel breech, and how well it is done are big parts of the safety of any conversion. The name Thomas Turner occurs in this story. Mr. Turner was a gunmaker of the highest order at the turn of the previous century. Winfer suggests in volume three that Turner made “several hundred” for Jefferys. He also made and retailed them for himself. The use of “outworkers” was and still is a part of English gunmaking production methods. Turner made Farquharsons both as an “outworker” for Jefferys and as an independent gunmaker for his own clients. This is a story of the restoration of a Farquharson. All the participating parties supplied information, and I will attempt to put it into an order that makes sense from that information. I will include Roger Ferrell’s work sheet for this job as he supplied it. It makes sense for a gunmaker to record what he does on any job and Roger certainly has a great system. Restoring my Farquharson was unlike any other rifle project that I have ever done. The genesis of this rifle started with Craig Boddington’s 1989 book Safari Rifles. Craig explained single shot development through its brief, yet colorful history. John Farquharson, a Scottish gamekeeper, originated the design. Many thought he had cribbed the design from Alexander Henry on a visit to the Henry factory. Anyway, after he got the patent he promptly sold the manufacturing rights to Gibbs. After those patent rights expired in the mid-1890s, many other makers picked up the manufacturing of the Farquharson single shot rifle. But, the actions were almost universally made in Belgium by Francotte and shipped to England for assembly and finishing. My rifle is S/N 13106. The parts for this action were purchased from Don Allen of Dakota Arms. He got the action, a fine piece of walnut, and an un-chambered .375-barrel blank from a customer in New Zealand as a trade-in. Apparently, Don’s customer had Darwin Hensley start his own restoration project for this action as a .375. The action that I received in an old cigar box had the side safety removed and boss ground off, a broken firing pin, buggered screws, and a broken mainspring. Al Lind said that there was only one guy in the American Custom Gunmakers Guild who could set it right and that was Roger Ferrell. It turns out that Roger had an original un-restored Jeffery Farquharson (S/N 9460) to use as a pattern for parts duplication. Al kept the barrel and walnut and shipped the cigar box of parts to Roger. I’ll let Roger fill in the details of his extensive restoration. He did have Ed LaPour assist in annealing the action parts, do some welding and grinding. While Roger was doing his metalwork magic, I delved into the history of this rifle. I purchased Jonathan Kirton’s book on the subject and Wal Winfer’s books on British Single Shot Rifles. Through these publications I learned that #13106 had been shipped to Lyon & Lyon of Calcutta on April 20, 1903 in caliber .450/400-3”. Thomas Turner finished Jeffery rifles of this period in his particular style. At this point I decided we should make this rifle as close to the original as possible. Roger had Krieger make the barrel blank. Thomas Turner used a unique step-down taper for his barrel shape just in front of the forend. And, Turner Farquharson rifles had an upturned shape to the forend and it was topped with a buffalo horn cap. The beginning work on almost any project usually starts with the action preparation, and barreling. Ed LaPour was the first to begin work; here are Ed’s comments:
When I asked Roger for specific comments about working on this project he supplied the following document: Record of Work: Jeffery Model 1895 Falling Block Action #13106The following describes work involved in re-building and re-barreling this action. General. Work began with a Jeffery Farquharson action originally made with a side safety. As received, the side safety had been removed, the right side of the receiver ground flat to remove the ledge around the safety arm, and the hole for the safety arm welded shut. The left side of the receiver had also been ground; top and bottom edges on both sides of the ground receiver were neither straight nor parallel. The tang had been shortened. With the goal of restoring the action to that of an original Jeffery-made Farquharson, work included the conversion to a tang safety, replacing worn parts and screws, polishing, and installing a new barrel. All newly manufactured parts, including the barrel and stock hardware, were designed and shaped to be appropriate on an original rifle. The action components were originally case hardened and were too hard to file or polish. These parts were annealed, filed and polished, and where possible, re-hardened using original case hardening techniques. Newly made parts were fabricated from either O-1 tool steel or 8620 steel and heat treated or case hardened, as appropriate. Work done to each component of the action includes: Receiver. The sides of the receiver were filed and polished to straighten their top and bottom edges. The receiver face was filed to remove pitting and insure complete barrel to receiver contact. All old engraving was filed away and the entire exterior polished. The tang was slotted for a tang safety and drilled and tapped for the safety spring screw. Safety Conversion. Conversion to a tang safety required fabrication of a new trigger with safety extension, the safety itself, and a safety spring. These parts were all shop made. The lower tang also had to be altered for the new trigger. Parts were made from 8620 steel, soft fitted, case hardened and tempered and were then hard-fit. Time required manufacturing the parts, machine the tangs, and fit parts to achieve proper function exceeded 60 hours. No drawings or original parts were available to guide the design of the trigger extension. These parts were largely hand-filed. Hammer. Annealed, filed and polished to remove numerous dings and the engagement notch for side safety, case hardened and tempered. Extractor & Cam. The extractor was annealed and its hooks reamed with the .450/400 chambering reamer (as received, the left hook was too long) and case hardened. A new extractor cam was made, fit, and case hardened. Mainspring. A new mainspring was made from O-1 tool steel. Time to make and fit the spring was 8 hours, with approximately 50% of this time devoted to adjusting & fitting the spring. Lever. Annealed, filed to remove engraving and minor pits & polished. The checkering on the lever latch was re-cut and the latch case hardened. Original parts. These original parts were serviceable and retained for use after polishing: lever latch screw & spring, trigger spring, and stirrup. Screws. With the exception of the lever latch screw, all action screws were replaced with screws machined from O-1 tool steel. Screws were lathe turned and indexed and will be heat-treated after engraving. Female threads for the action screws were originally an obsolete British thread type and were re-cut for the next largest size modern thread. Breechblock and link. Pitted and worn areas of the breechblock were welded, machined and carburized by Ed LaPour. The breechblock was polished, fit with a new firing pin and link pin. The firing pin was made from O-1 tool steel and heat-treated. The link was annealed; its lower hole enlarged for the new larger screw and case hardened. Barrel. A new Krieger chrome-moly barrel was installed. Bore and groove diameter are .403/411”. Twist rate is 1-14”. The barrel blank was turned to duplicate the step-down pattern used on original rifles and chambered for .450/400-3” Nitro Express. The barrel was crowned at 26”. The barrel was fit with an express sight with one standing and two folding leaves and a banded ramp front sight. All components were soldered to the barrel; the rear sight base and for-end block were also attached with screws. Stock hardware. Rear swivel base and for-end escutcheon were made to match the barrel mounted swivel base. All three components are oval-shaped with the swivel base being comprised of an oval base and a round or ball shaped swivel eye. The rear swivel eye is used to hold the base to the stock, and the front swivel eye was machined as an integral part of the base. Bushings were made to fit over the tang screws to prevent possible compression of the tangs and subsequent binding of the safety. Remaining work. The following will be accomplished after the barreled action has been stocked and engraved and the receiver re-hardened: screws will be heat treated, the trigger-pull adjusted, the safety will be final fitted to the trigger, the iron sights regulated, and the barreled action and stock hardware blued. Al Lind did the stock work; here are his comments on his part of the collaboration:
Bob Evans replicated the original engraving, not only on the action but also on the barrel. I usually give Bob great leeway in his engraving on my rifles. I usually say something like “put a sable on the floor plate.” On this project though I sent him Wal Winfer’s book and asked him to duplicate the original pattern. Larry Barnett of Superior Ammo produced the .450/400-3” ammo with Woodleigh bullets in both S/N and FMJ. Marvin Huey made the oak and leather trunk case complete with buffalo hide cover. I took the rifle to the Selous area of Tanzania on my 60th birthday and shot a 43” cape buffalo at 15 yards, proving the worth of the original design and the superb work of the contemporary craftsmen.
|

European Shotguns English Shotguns American Shotguns Combination Guns
Custom Rifles Double Rifles Single Shot Rifles Magazine Rifles
Winchester Smith & Wesson Colt Other Handguns
Antique Guns Custom Knives Other Neat Stuff New Arrivals
Who We Are How to Order Sell your Guns Fine Gun Gallery
Firearms Dictionary Magazine Articles Useful Links Store Photos
Hallowell & Co., Inc. PO Box 1445. Livingston, Montana 59047 USA
Tel: 406 222-4770 Fax: 406 222-4792 Email: morris@hallowellco.com
Hours: Monday - Friday, 10 - 6. (Mountain Time)
Our inventory is constantly changing. Please bookmark this site and return often.
Contents © 1996 - 2018 Hallowell & Co., Inc.